 ɨһɨ���ֻ����
ɨһɨ���ֻ����
- ��������
�����ȴ���Ӳ�ȼƵļ�ⷽ��
2014-07-05 14:01:26 ��Դ��
1. ������ػ��ȴ���
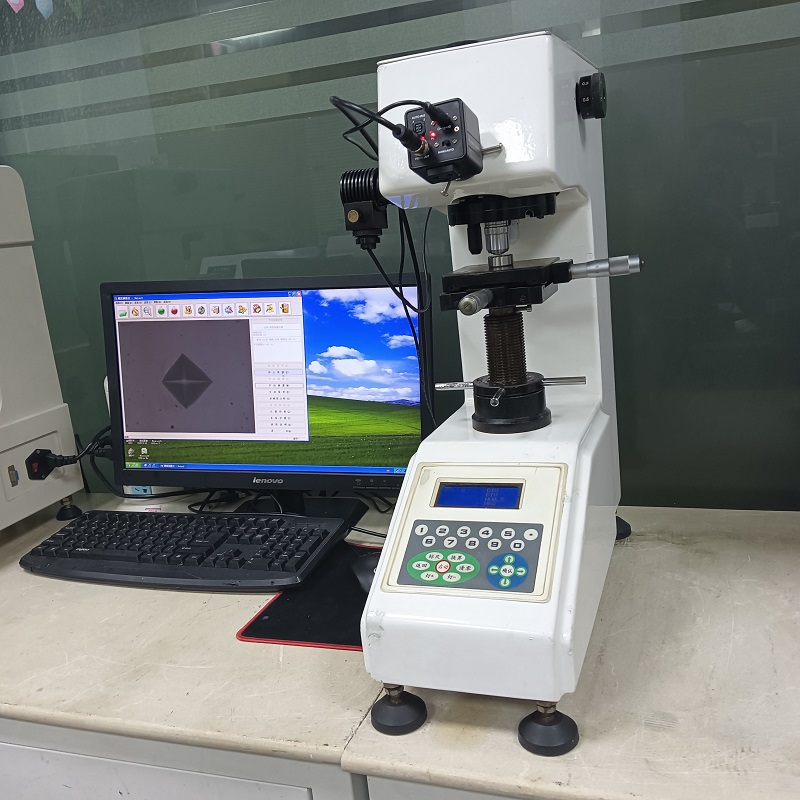
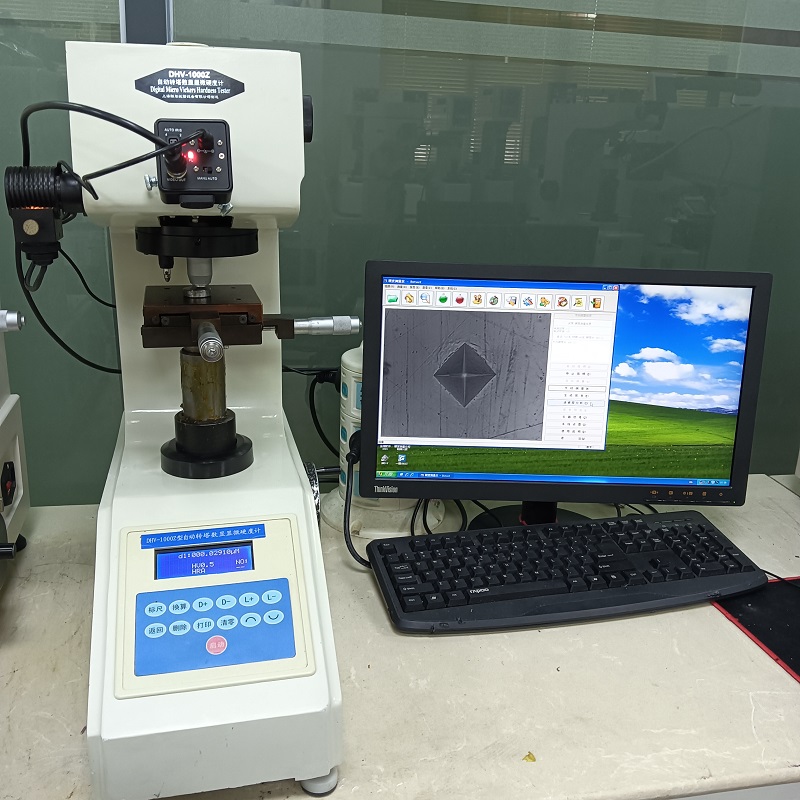
ά��Ӳ�ȼ��Dz����ȴ�����������Ӳ�ȵ���Ҫ�ֶΣ�����ѡ��0.5��100KG�������������Ա���0.05MM��ı���Ӳ���㣬���ľ�����*�ߵģ��ɷֱ���ȴ�����������Ӳ�ȵ�С������⣬��ЧӲ�������ҲҪ��ά��Ӳ�ȼ�����⣬���ԣ����ڽ��б����ȴ����ӹ������ʹ�ñ����ȴ��������ĵ�λ���䱸һ̨ά��Ӳ�ȼ����б�Ҫ�ġ�
��������Ӳ�ȼ�Ҳ��ʮ�����ڲ��Ա�����Ӳ�ȵģ���������Ӳ�ȼ������ֱ�߿���ѡ���Բ�����ЧӲ����ȳ���0.1MM�ĸ��ֱ���Ӳ�����������ܱ�������Ӳ�ȼƵľ���û��ά��Ӳ�ȼƸߣ�������Ϊ�ȴ����������������ͺϸ���ļ���ֶΣ��Ѿ��ܹ�����Ҫ�����������в�����ʹ�÷��㡢�۸�ϵͣ�����Ѹ�١���ֱ�Ӷ�ȡӲ��ֵ���ص㣬���ñ�������Ӳ�ȼƿɶԳ����ı����ȴ����������п�������������⡣��һ����ڽ����ӹ��ͻ�е���칤��������Ҫ���塣
�������ȴ���Ӳ����Ϻ�ʱ��Ҳ�ɲ�������Ӳ�ȼơ����ȴ���Ӳ��������0.4��0.8MMʱ���ɲ���HRA��ߣ���Ӳ�����ȳ���0.8MMʱ���ɲ���HRC��ߡ�ά�ϡ����Ϻͱ�����������Ӳ��ֵ���Է���ؽ�������㣬ת���ɱ���ͼֽ���û���Ҫ��Ӳ��ֵ����Ӧ�Ļ�����ڹ��ʱ�ISO��������ASTM���й���GB��T�ж��Ѹ�����������������վ�ļ���������Ŀ�������ֻ�����������ҵ���
2. ��ѧ�ȴ���
��ѧ�ȴ�����ʹ������������һ�ֻ��ֻ�ѧԪ�ص�ԭ�ӣ��Ӷ��ı乤������Ļ�ѧ�ɷ֡���֯�����ܡ������͵��»ػ����������иߵ�Ӳ�ȡ���ĥ�ԺͽӴ�ƣ��ǿ�ȣ���������о���־��иߵ�ǿ���ԡ���ѧ�ȴ�����������Ҫ����������Ӳ������Ⱥͱ���Ӳ�ȡ�Ӳ������Ȼ���Ҫ��ά��Ӳ�ȼ�����⡣���ӹ������浽Ӳ�Ƚ���50HRC��һ��ľ��롣�������ЧӲ����ȡ�
��ѧ�ȴ��������ı���Ӳ�ȼ����������ȴ���������Ӳ�ȼ���������������ά��Ӳ�ȼơ���������Ӳ�ȼƻ�����Ӳ�ȼ�����⣬ֻ��������ĺ�Ƚϱ���һ�㲻����0.7MM����ʱ�Ͳ����ٲ�������Ӳ�ȼ��ˡ�
3. �ֲ��ȴ���
�������ֲ�Ӳ��Ҫ��ϸߣ����ø�Ӧ���ȵȷ�ʽ���оֲ�����ȴ��������������ͨ��Ҫ��ͼֽ�ϱ���ֲ�����ȴ�����λ�ú;ֲ�Ӳ��ֵ�������Ӳ�ȼ��Ҫ��ָ�������ڽ��С�Ӳ�ȼ�������ɲ�������Ӳ�ȼƣ�����HRCӲ��ֵ�����ȴ���Ӳ�����dz���ɲ��ñ�������Ӳ�ȼƣ�����HRNӲ��ֵ��
������һƪ:����Ӳ�ȼƻ������Щ���⣿��һƪ:����Ӳ�ȼƵ�λ��ʾ����;����·��� -





-
��Ʒ����
�� ��
-
��˾���
-

�»�������ѧ750
16��ͼƬ -

�±�ЯʽӲ�ȼ�750
41��ͼƬ -

���ձ�Ӳ�ȼ�750
89��ͼƬ
-